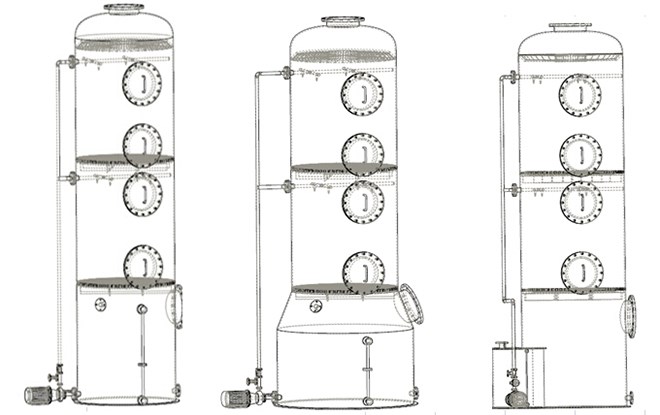
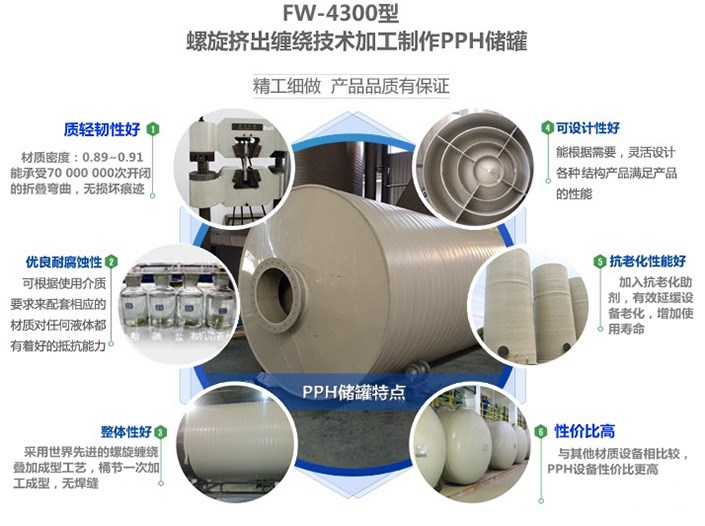
pph立式儲罐成型工藝采用螺旋擠出纏繞技術,品質達到國際先(xiān)進水平,主要工序有罐體擠出(chū)纏繞、外部(bù)焊接、內縫焊接、管口安裝等。
一、罐體擠出纏繞製作(zuò)
罐體碰焊就是用PPH螺旋擠(jǐ)出纏繞機組使PPH顆粒料加工成罐體成型的工藝。係(xì)統采用將PPH顆粒熱熔後擠出後(hòu)再鋼製模具上纏繞成(chéng)罐體的工藝。

| 擠(jǐ)出纏繞的優(yōu)點:
◆生產效率比手工的高5-8倍
◆產品(pǐn)整體性好,無接縫,抗腐蝕、耐(nài)滲漏性好
◆產品平(píng)整美觀,實現罐(guàn)體上薄(báo)下厚,降低價格
◆產品尺寸、形狀(zhuàng)不受限製
◆產品為顆粒料加工成型,抗老化性(xìng)能好
|
二、外部焊接製作
外部焊接就是用進口自動(dòng)擠出焊接機組使儲罐(guàn)應力大部位實現大焊縫一次焊接成型的工藝。將(jiāng)與罐體性質(zhì)相同的全新PPH顆(kē)粒料熱(rè)熔在大(dà)焊縫處,與罐底、罐體成一體。

| 底部(bù)焊(hàn)接工藝特(tè)點:
◆機械化、自動化程(chéng)度高,產品質量穩定
◆可按製(zhì)品承受應力特點來設計焊縫規格,使之充分發揮焊縫的整體性
◆產(chǎn)品整體性好,焊(hàn)縫與(yǔ)母體一體,抗腐(fǔ)蝕、耐滲漏性好
◆可減(jiǎn)少飛邊,接縫(féng)平(píng)整美觀
◆在(zài)PPH顆粒料中添加紫外線吸收(shōu)劑,防止老化,延長了使(shǐ)用壽命。
|
三、內部焊接製作
內部焊接是采用自動長臂擠出焊接工藝,是所(suǒ)有工(gōng)序中重要的一步。將與罐體性質相(xiàng)同的(de)全新PPH顆(kē)粒料熱熔在內部焊縫處,與罐底、罐(guàn)體成一體,原理與外部焊接相同,隻是其設備不(bú)同。
| 內部焊接工藝特點:
◆機械化(huà)、自動化程度高(gāo),產品質量穩定
◆可按製品承受(shòu)應力特點來設計焊縫規格,使之充分發揮焊縫的整體(tǐ)性
◆產品(pǐn)整體性好,焊縫與母體一體,抗腐蝕、耐滲漏性好
◆可減少飛邊,接縫平整美(měi)觀
◆在PPH顆粒料中添加紫外線吸收劑,防止老化,延(yán)長(zhǎng)了使用壽命。
|
四、管口安裝製作
管口安裝一道工序,等同於底部(bù)焊接的縮小版本,就是用進口小型(xíng)自動擠出焊(hàn)接(jiē)機組,將(jiāng)接管與法蘭焊接成型,再(zài)采用開(kāi)孔器在罐體上開相(xiàng)應尺寸的(de)口徑(jìng),采用德國MUNSCH手提擠出焊接。

|
管口安裝工(gōng)藝(yì)特點:
◆機械化、自動化程度高,產品質量穩定(dìng)
◆管口焊縫與(yǔ)罐(guàn)體一體,焊接強度高
◆可減少飛邊,焊縫平(píng)整美觀
◆在聚丙烯顆粒料中中添加紫外(wài)線吸收劑延(yán)長(zhǎng)了使用壽命。 |